
By: Nicholas E. Shrawder¹,
¹Pennsylvania Department of Transportation, Harrisburg, Pennsylvania, USA
Email: nishrawder@pa.gov
Published: 07/05/2021

Introduction
The nation’s transportation network requires a high volume of maintenance, inspection, testing, planning, design and construction. Focusing on inspection and testing, nondestructive evaluations play a vital role in each phase of the overall operation. Nondestructive evaluations (NDE) of steel members for aging infrastructure and new construction are particularly valuable.
A number of NDE methods exist with application for steel highway infrastructure but there have been four primary methods used over the decades. Those four methods being dye penetrant testing, magnetic particle testing, radiographic testing and ultrasonic testing. Each of these methods have their own inherent advantages and disadvantages. Therefore, depending on the nature and goals of the inspection, it is generally considered good practice to apply more than one test method to account for weaknesses.
A primary difference between the applications of NDE for in-service structures and new fabrication is the detection goal. Newly fabricated structural steel has potential for mill defects from the rolling process, manufacturing defects such as gouges or overgrinding can be caused by working of the material, and weld defects such as porosity, slag and lack of fusion are sometimes introduced by the welding process. Depending on the stage of processing and what is sought to be discovered, a given NDE method such as ultrasonic testing may require a different technique and setup.
NDE for in-service structures has two primary discontinuity types. These are cracking and section loss. This is apparent since any mill defect or welding discontinuity incorporated into the structure prior to being placed in-service can develop into a crack under loading. Pertaining to section loss, structural steel exposed to the elements such as rain and chlorides is susceptible to corrode. The results of the NDE can assist with structural load rating evaluation and corrective preventive maintenance measures. The four primary methods with applications for highway infrastructure are explored below. This should not be considered all-inclusive as new and unique applications are always in development. The purpose is to provide a basic understanding how NDE for Steel Highway Infrastructure has been and could be applied with respect to the four most commonly used NDE methods. Other applications and more detailed use can be found in the Bridge Inspector’s Reference Manual, FHWA NHI 12-049, for in-service structures or AASHTO/AWS D1.5 Bridge Welding Code or AWS D1.1 Structural Welding Code for newly fabricated members.
Dye penetrant testing
Within the highway transportation sector dye penetrant, or liquid penetrant as some may call it, has applications for steel, stainless steel, and aluminum. For purposes of brevity only applications of steel and stainless steel will be discussed herein.
An inherent fact of dye penetrant testing is the method relies on a liquid to penetrate and fill discontinuities. Therefore, this test method has the limitation that it can only be used to detect discontinuities open to the surface. Because the system depends on a liquid, the surface area to be inspected generally needs to be free of foreign matter that could contaminate the solution or prevent access to surface breaking discontinuities.
Dye penetrant is typically used to aid/supplement visual inspection applying the solvent removable technique. This technique is highly portable via aerosol cans or paint markers. Field inspections advantages are high portability; ease of application and interpretation lends itself well for a quick check to verify if cracking is present in a suspected area.
In the case of fabricated structural steel dye penetrant is used to determine weld quality on alloys with low magnetic permeability such as stainless steels or corrosion resistant steels.

Magnetic particle testing
Magnetic particle testing is similar in nature to that of dye penetrant where its general application and use is for detecting surface discontinuities. The obvious difference between the two testing methods would be the methodology in how this occurs. Instead of depending on liquids to penetrate discontinuities magnetic particle testing relies on the magnetic property of the material being inspected and flux leakage fields created at a discontinuity.
In the transportation sector the dry powder electromagnetic yoke is a common technique for application of magnetic particle testing. When using dry powder, the surface must be free of any moisture as it will decrease particle mobility. The electromagnetic yoke is commonly used with alternating current which increases the mobility but is a weaker magnetic field from that of direct current. Being that the electromagnetic yoke is energized by alternating or direct current that also means the yoke requires a power source.
Magnetic particle testing for in-service structures is not always the initial choice because of the need for a power source and removal of nonconductive coatings. However, when applied for detecting and evaluating fatigue cracks magnetic particle testing provides a better definition of cracking than that of dye penetrant testing (Figure 2).
AASHTO/AWS D1.5 Bridge Welding Code governs the requirements for application of magnetic particle inspection on fabricated structural steel. The Bridge Welding Code addresses magnetic particle testing for welds using a frequency-based approach depending on weld type (fillet or partial joint penetration groove welds) and component type (primary or secondary members). As an example, a weld joining the web and flange of a built-up plate girder would be tested at a frequency of 1 ft in every 10 ft of weld. Current welding practices are sound and do not often warrant increased inspection frequencies.
One application for magnetic particle testing that most may not realize pertains to high strength bolts. ASTM F3125 requires magnetic particle testing for A490 bolts. Rather than using electromagnetic yokes, testing of bolts is often performed in a laboratory environment using headshots/coils and fluorescent particles inspected under a blacklight.

Radiographic testing
Radiographic testing involves three basic components: source of radiation, test object and a detector. Industrial radiography for highway infrastructure would generally use an active isotope or x-ray tube as the source of radiation. The test object, in this case steel, would typically be a complete joint penetration weld. The detector is normally a radiographic film, digital detector array or storage phosphor imaging plate. While the last two detectors relate to digital radiography, film radiography with an active isotope such as iridium 192 is still the most commonly applied technique for transportation structures.
Field applications for in-service highway infrastructure of radiography are limited due to the concerns with radiation hazards and the sheer size/weight of the testing equipment. Therefore, the typical fabrication application is only briefly discussed.
Radiography for fabricated steel members is still a requirement by most DOT’s for evaluating the soundness of complete joint penetration welds. Although some DOT’s do allow ultrasonic testing in lieu of radiography the AASHTO/AWS D1.5 Bridge Welding Code requires radiographic testing for all complete joint penetration groove welds in butt joints subject to calculated tension or reversal of stress.
Ultrasonic testing
The fourth and final NDE method, ultrasonic testing, has the most versatility out of the four methods discussed herein for highway infrastructure. Ultrasonic testing is a process that converts electrical energy to mechanical energy thus generating mechanical waves into a test object. The process is then reversed converting any returned signals back into electrical energy for interpretation. Ultrasonic testing is dependent on ultrasonic transducer selection (operating frequency, broadband/narrowband, etc.), wave mode (shear wave, compression wave, surface wave, etc.) and material properties (velocity, density, etc.). If any one of these parameters is largely unknown invalid or erroneous results could be reported.
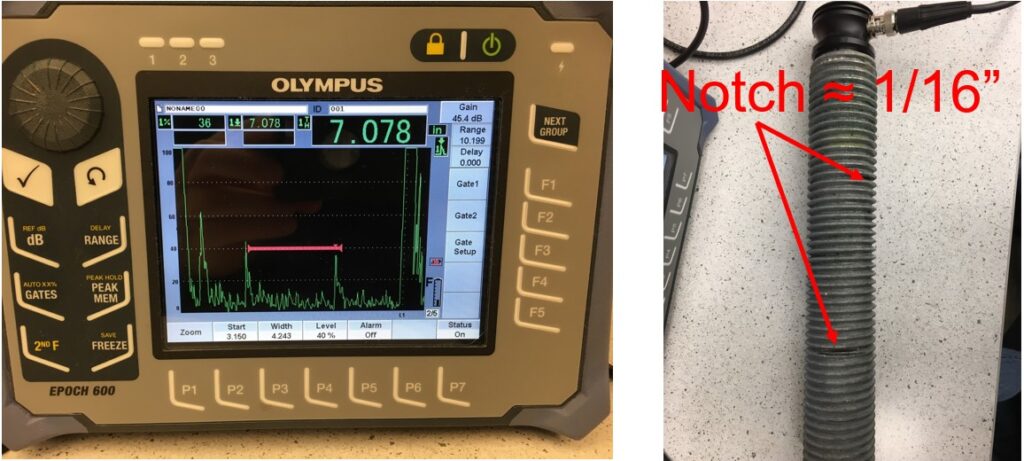
The applications of ultrasonic testing for in-service structures is immense. Ultrasonic testing in the compression wave mode could be used for continuity of bridge pins in truss bridges and pin and hanger assemblies, detection of cracks in anchor bolts and evaluating section loss. The shear wave mode could also be used for in-service structures to help locate cracks and crack tips. Although this application does prove to be difficult even for some of the most experienced operators.
Ultrasonic testing of new fabrication is generally used for weld inspection with the testing procedure outlined in the AASHTO/AWS D1.5 Bridge Welding Code. The welding code procedure involves the use of compression waves to test for laminations (mill defect) in the plate near and around the weld to be tested and shear waves for performing the weld inspection. The intent of using shear waves for testing the weld metal is to propagate sound as normal to the weld geometry (weld bevel preparation) as possible. This increases detection of lack of fusion type discontinuities. Of course, other issues occur during fabrication. For errors such as overgrinding, ultrasonic testing renders itself useful for determining the remaining cross section in a localized area.
In the case of evaluating for section loss or overgrinding the ultrasonic testing system is more likely to use a dual element transducer in which one element transmits the signal while the other would receive. The benefit to using a dual element testing approach is cleaner signal responses for interpretation.
Summary
Nondestructive evaluations for steel highway infrastructure aid in the overall integrity of a structure throughout various life cycle stages. Applications of NDE for newly fabricated structural steel is used to prevent defects from being incorporated into a component that could later prove to be detrimental to the service life of the structure. Applications of NDE for in-service structures is typically used to aid in detection of cracks and remaining cross section for performing load rating analysis and/or preventative maintenance. The NDE results assist with data driven decision making in programing replacement of the structure by means of cost benefit analysis versus performing preventative maintenance.
References
AASHTO/AWS. D1.5M/D1.5: 2020 Bridge Welding Code, 8th ed., American Welding Society, Miami, FL, 2020
ASTM. Standard Specification for High Strength Structural Bolts, Steel and Alloy Steel, Heat Treated, 120 ksi (830 MPa) and 150 ksi (1040 MPa) Minimum Tensile Strength, Inch and Metric Dimensions (ASTM F3125/F3125M:2015). West Conshohocken, PA, 2015.
AWS. D1.1/D1.1M: 2020 Structural Welding Code – Steel, 24th ed., Miami, FL, 2020.
FHWA. NHI 12-049 Bridge Inspector’s Reference Manual (BIRM), Volume 1, December 2012
Author Bio

Nicholas E. Shrawder
Nicholas E. Shrawder is a Civil Engineer for the Pennsylvania Department of Transportation working in the Bridge Design and Technology Division. He is a graduate of the Pennsylvania State University and pursuing a master’s degree from Purdue University with a focus on Infrastructure, Resiliency and Sustainability. Mr. Shrawder is an active contributor to the NDT community chairing the local ASNT Susquehanna Valley section and a voting AASHTO representative for the Bridge Welding Code among others. He is a certified weld inspector and certified nondestructive testing Level 3 in Ultrasonic Testing, Radiographic Testing and Magnetic Particle Testing by the American Society of Nondestructive Testing. Additionally, Mr. Shrawder was a nominee for the 2020 AASHTO Vanguard Award promoting the use of Nondestructive Testing practices.
